Abstract: The aircraft navigation light is a low-voltage tungsten halogen light source with a designed service life of 2000 hours. In the production process, the tungsten halogen lamp needs to perform gas venting analysis, section inspection and pressure test on the quartz tube in order to select qualified products. Winding the filaments requires the removal of defective tungsten filaments, which stabilize the filaments with natural shock resistance. After the Kr gas is mixed with the circulating agent, it is secondarily separated by a low temperature freezing technique to achieve high pressure and strong filling. Products made in accordance with international standards can be produced using Chinese-made raw materials.
Keywords: navigation light quartz tube filament mixed gas
Manufacturing technology of commercial aircraft navigation lights.
LI YABIN ZHAO WEI PAN YOUBIN
(Shanghai Chuanyue Electrical lighting Co.,Ltd. Nanjing Sofia Lighting Technology Co.,Ltd)
The halogen is in the production process, the need for gas analysis of quartz tube, profile measurement and pressure test, in order to choose qualified products Tungsten filament winding to eliminate defective, tungsten filament has crystallized to stable the aseismic nature. Kr gas and recycling agent after mixing, through two separate cryogenic technology, realize high fill. Can be used to produce international standard products raw materials produced in china.
Keywords : The navigation lights quartz tube filament mixed gas
Foreword
The aerospace industry is an integrated application of modern industrial technology, with the number of components that make up an aircraft reaching several million. Unlike the production concept of military aircraft, commercial aircraft pays great attention to production batch and cost control. Therefore, global industrial production collaboration is a good production model, Airbus A300 series and Boeing 737 series is a successful example. CML, based in Chicago, is a manufacturer of aircraft navigation light assembly components and a designated supplier to Boeing and Airbus. Faced with the rapid growth of labor costs, in 1993, the US CML company authorized a well-known Japanese electric company to produce the light source of the aircraft navigation light according to its drawing design requirements, to replace or exchange GE products; since 2000, the Japanese The electric company gradually transferred the production of aircraft navigation lights to mainland China through technical cooperation. In 2005, the Shanghai Science and Technology Commission awarded the Product Science and Technology Progress Award. This article mainly introduces the design and manufacturing points of aircraft navigation lights (halogen tungsten light source).
I. Photoelectric characteristics parameters and design requirements of aircraft navigation lights
When the aircraft is cruising, the signal light installed on the wing is a luminaire used to indicate its position and direction of movement for easy avoidance and identification. In accordance with international rules; left-wing red light, right-wing green light, tail white light. The horizontal spread angle of the wing light is 100 degrees and the tail light is 140 degrees; there are two states of continuous work and flash work. The components of each navigation light consist of two independently operated low-pressure tungsten halogen tubes, which are commonly used in the following three sizes.

Table 1. Main photoelectric characteristics of navigation lights. [1]

Figure 1. 28V/100W navigation light (halogen tungsten light source) physical shape
It can be seen that for low-voltage, low-power tungsten halogen lamps, the luminous efficiency reaches 18lm/w and the average life span reaches 2000 hours. Such an index is much higher than the domestic requirements for general-purpose halogen halogen lamps. In addition to considering conventional technical issues, halogen tungsten lamps for aviation require more attention to the effects of special use environments on lamp life. The impact force of the aircraft when landing and the strong vibration generated by the wing speed reducer will greatly reduce the service life. The tungsten halogen lamp produced by a listed company is rejected by the airline because it has only tens of hours of actual service life. . Taking Airbus 320 maintenance as an example, the working unit price is 280RMB, and the labor cost of replacing one bulb is far greater than the material cost. Therefore, it is not easy to require the bulb to meet the long-life performance under the premise of reliability and stability.
Referring to foreign samples and standards, taking 28V/100W as an example, the shape and structure of the lamp are given as follows:
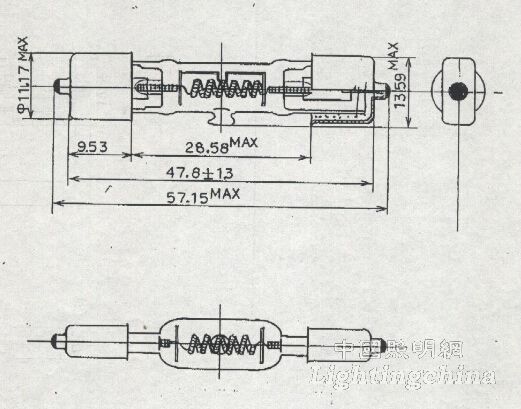
Figure 2. Outline and structural dimensions of tungsten halogen tubes [2]
Considering the working conditions of the lamp in the high-speed movement of the aircraft, and the impact speed of the light during the take-off and landing can reach several G (gravity acceleration), the filament structure is the key detail, using a multi-jumping form, in one filament Different positions on the other, design their different structures, complete the different functions of conduction, illumination, and support. The filament of the filament needs to be inserted into the tight core wire to ensure safe passage of large current. The support structure can not be short-circuited with the filament coil while ensuring that the filament is not deformed; the metal lamp cap and the extracted molybdenum rod are welded by argon arc welding. After connecting the lamp holder, the contact is reliable and easy to dissipate heat. These are important prerequisites for the life of the lamp for 2000 hours.
2. Quality control and manufacturing process of navigation light raw materials
Tungsten wire, quartz tube and gas are the three raw materials for the manufacture of tungsten halogen lamps. Their quality is the innate factor of lamp making. It is gratifying to note that whether you use Japanese-made raw materials or Chinese-made raw materials, you can produce qualified products. The key is that the raw materials must be tested to select the characteristics that meet the requirements of the lamp. The standardization process of 〖3〗 is as follows:
Quartz tube texture test ----- pressure test ↘
Tungsten metallographic observation ------ filament winding → → 
Confirmation of premixed components of xenon + tungsten halogen circulating agent↗
1. Sectional observation of quartz tube and experimental test
Quartz tubes for lamps have high technical requirements. As early as the 1980s, when technical exchanges were conducted with Japan's Iwasaki (EYE), we found that Japanese companies have quantitative testing methods for the hydroxyl content of quartz tubes. Professor Zhu Yuhua from Southeast University and others analyzed the residual gas of the bulb by cyclotron mass spectrometry. Inspired by this, the author applied the quadrupole mass spectrometer for the first time in the lamp making process. By testing the venting components of the quartz tube, the material that can be used to make the metal halide lamp was selected. Similarly, the tungsten halogen lamp in the aircraft, from about 80 °C on the surface of the summer apron wing to below the freezing point after takeoff, the sharp change of the ambient temperature requires the quartz tube to have good thermal stability and toughness. The early domestic quartz tube could not meet these requirements. It can only use the quartz tube of GE and OSRAM of the United States. The imported diameter of 8MM outer diameter 10MM is also used in many factories in China to produce OEM export high value-added products. The newly added test method is to observe the texture of the section by scanning electron microscopy (SEM). 〖4〗
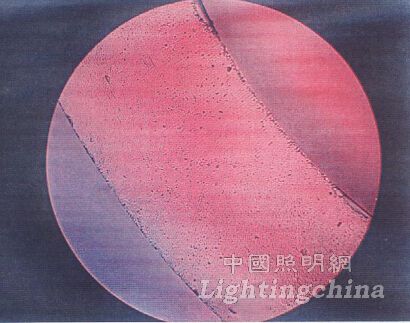
Figure 3. This is a photo taken at a magnification of 50 times. It can be seen that the texture is clear and the texture is uniform. It shows that the quartz tube has no pollution and good consistency during the smelting production process. Similar results can be obtained using PHILIPS, OSRAM and domestic quality products.
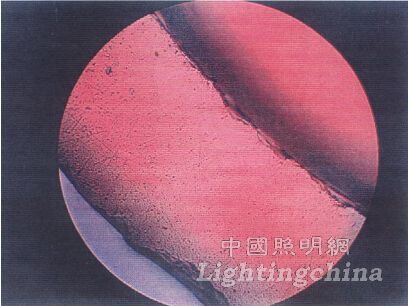
Figure 4. Quartz tube with obvious defects at the edges
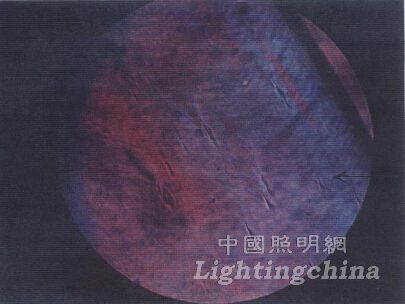
Figure 5. Quartz tube with obvious defects in texture
The qualified suppliers were screened by technical means and communicated well with them to assist a quartz tube factory to carry out large-scale technical transformation and process upgrade. The improved quartz tube has the same observation effect as the GE brand. After the preliminary processing of the quartz tube, it is necessary to simulate the pressure test under the lighting environment: a working container that can reach 300 ° C, and the pressure is maintained at 2 atmospheres for 10 minutes, and if it is intact, it is rated as qualified.
2. The processing of tungsten wire and the recrystallization of filament shaped exhaust lamp
Once upon a time, Japanese tungsten wire was very popular in China; some factories used Japanese tungsten wire as a means of quality assurance, but did not know why the use of Japanese tungsten wire was good. One of the authors of this article has a training experience in the tungsten wire factory in Japan. He is familiar with the "fine principle" of Japanese tungsten wire, that is, the process of tungsten wire processing needs to match the filament design, the setting process, and the initial lighting process [5]. Because of its content, it will be described in a special article; here is the conclusion: the raw materials of Chinese tungsten wire and Japanese tungsten wire are Chinese tungsten powder or bar, so as long as your processing is reasonable and effective, essentially China The effect of tungsten wire and Japanese tungsten wire is the same. The correct process is a, first the tungsten wire crack detection to eliminate the defective products inside the tungsten wire. b. Perform tungsten metallographic analysis c. Tungsten wire electrolytic cleaning to remove surface defects.
Generally, low-voltage and high-power filaments have to be designed with relatively thick tungsten wires. Take 10V/100W as an example: when the tungsten equivalent (230MG), the tungsten wire diameter is d=0.276mm, and the core diameter is D=0.6mm. , simply calculate the perimeter of the section; L (the outer surface of the tungsten wire) = (2d + D) × ∠= 3.61mm, L (the inner surface of the tungsten wire) = D × ∠= 1.88mm, L (the outer surface of the tungsten wire) /L (tungsten wire inner surface) = 1.92;
That is to say: when the filament is wound, the outer surface of the outer wall is strongly stretched under the action of the winding radius along the radius of curvature of the core wire, and the inner side of the core wire is strongly pressed, and the rate of change is 192. %. In this case, the small defects inside the tungsten wire will cause the crystal to break and stratify; it becomes an important factor affecting the life. When the qualified filament is set at 1700 °C, the crystal formation speed is controlled until the exhaust is first lighted, and the secondary recrystallization is completed to form a bite-like dovetail structure, and the stable tungsten filament grain boundary has natural shock resistance. Otherwise, there will be an irreversible chance of breaking the wire. Most lamp manufacturers lack the full communication with the tungsten wire plant on the forming mechanism, and only focus on providing sample experimental forms.

Figure 6. Metallization of the filament
Figure 7. Recrystallization of a tungsten wire magnified 100 times
It can be seen from the picture data that only the tungsten wire has no defects, and the filament can be initially guaranteed to be free from defects. The failure analysis of the short-life bulb broken wire found that most of the broken wires appearing around 100 are caused by the inherent defects of the tungsten wire; the high multiple photos under the electron microscope reflect the sliding and melting process of the tungsten wire grain boundary. The broken wire that appeared around 1000 hours was mainly caused by spikes on the surface of the tungsten wire and adhesion of foreign matter, causing the resistance value to change, forming a hot spot and gradually burning.

Figure 8. Broken wire photo of a short-lived (800) bulb
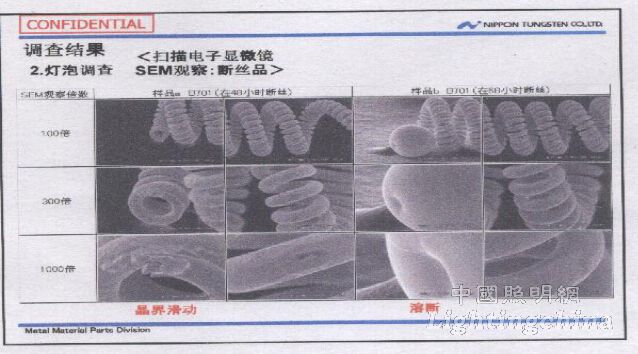
Figure 9. Short-lived broken wire is magnified 100 times, 300 times, 1000 times observed, tungsten wire boundary change 〖6〗
3. Gas premixing and its standard use
The simplest lamp design method is of course the use of helium, which can increase the luminous flux and lower the working temperature of the filament to effectively guarantee the life index; the expensive helium price will greatly increase the cost of the lamp, and the factory will be unprofitable; The use of Kr gas can reduce costs, but the lamp making process is more difficult; using premixing + high pressure mode can achieve the best cost performance.
The tungsten halogen circulating agent is also one of the substances that must be filled in the lamp; it is a common phenomenon that the two different components are uneven in the mixing. Therefore, in order to ensure the consistency of the lamp, the proportion of the component of the premixed gas must be accurately determined. After fully and uniformly mixing, when the exhaust gas is separated, the inflation pressure is increased as much as possible; then the tube is placed in a liquid nitrogen container for freezing, and the second separation is performed to achieve supercharging. Such process technology has been matured and applied in the production of various tungsten halogen lamps. 〖7〗 It should be pointed out that: high-end tungsten halogen lamps, most of which use a metal vacuum exhaust system to facilitate the connection with pre-mixed gas cylinders; can also be used to increase the primary inflation pressure of the bulb and the reliability in mass production. Consistency overcomes many of the deficiencies of traditional glass vacuum systems.
Conclusion
The production of commercial aircraft navigation lights has been experienced in China for 10 years. After hundreds of thousands of tungsten halogen lamps were exported to Japan, they were sent to the United States after testing and packaging, and they were distributed to the world's major airlines as spare parts for aircraft. Including reselling to China's three major airlines. After the operation of multinational companies, the value of their products has increased by 10 times. As a factory in the world, low-end manufacturing capacity is overcapacity; the phenomenon of insufficient manufacturing of high-end products still exists. Lighting products are also facing the pressure of transformation and upgrading. It is hoped that China's lighting industry will not only provide listed companies that provide simple, low-value scale products, but also develop a group of small and medium-sized enterprises specializing in the production of high-quality, high value-added technology products.
Reference materials:
1.SPECIAL APPLICATION LAMP CATALOGUE. IWASAKI ELECTRIC CO.,LTD. 04.02
2.AIRCRAFT NAVIGATION ORIGINAL. CHICAGO MINIATURE LAMP INC. 1993
3. Wing end lamp test result, Shipbuilding Co., Ltd., 2004.
4. Quartz tube section feature analysis technology Nanjing Suofeiya Lighting Technology Co., Ltd. 2003
5. Filament shaping and recrystallization of tungsten wire form Nanjing New Jinchang Light Source Material Factory 2005
6.SEM observation NIPPON TUNGSTEN CO,LTD. 2005
7. Metal Exhaust System Applied to Tungsten Halogen Lamps Nanjing Suofia Lighting Technology Co., Ltd. 2005
Editor: Yingzi
Automatic Water Purifier,Electric Water Purifier,Low Cost Water Purifier,Household Water Purifier
JOYOUNG COMPANY LIMITED , https://www.globaljoyoung.com